










 67 / 104
67 / 104

Carburo de tungsteno
| Carbure de tungstène
65
Fresas gruesas CM364RMX y
CM356RMX para aleaciones
de oro
Para el fresado inicial de las
aleaciones blandas o aleaciones
de oro D+Z le ofrece las fresas
CM364RMX y CM356RMX con
dentadura cruzada media. Estas
fresas se utilizan en sentido opuesto
a la rotación del motor y con una
velocidad óptima de 10.000 rpm.
Deben ser mojadas con aceite.
Fresas finas CM364RF y
CM356RF
D+Z ofrece las fresas CM364RF
y CM356RF para el tallado fino o
el pulido inicial. La dentadura de
estas fresas está dotada de un bisel
especial y es ideal para elaborar
objetos de una aleación de oro. Se
recomienda utilizar las fresas en
sentido opuesto a la rotación del
motor y una velocidad de 3,000
rpm. Deben ser lubricadas con
aceite y cera, de ser necesario.
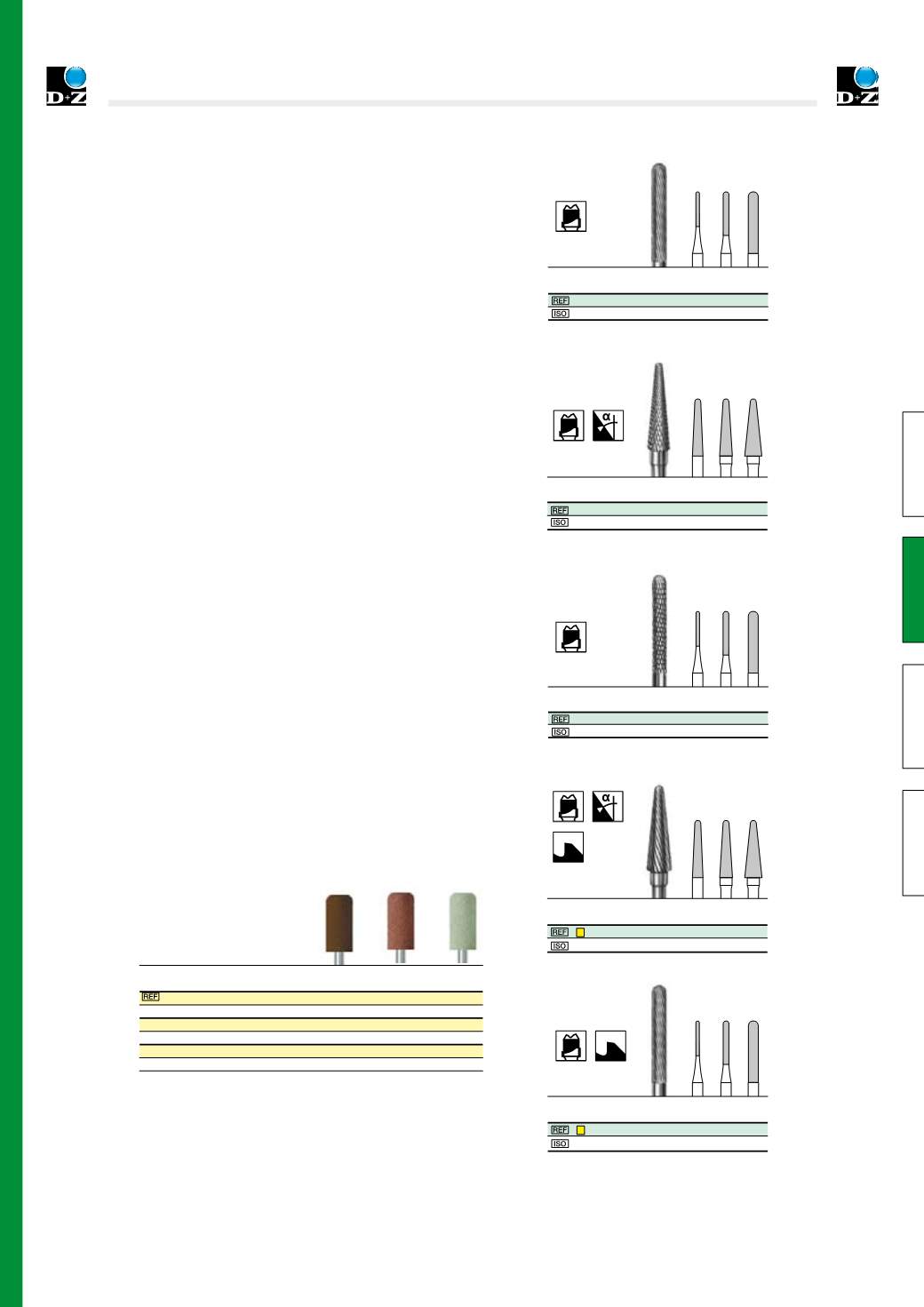
Pulidores para técnica de
microfresado P9440C/M/F
Los pulidores para técnica de
microfresado P9440C, P9440M
y P9440F facilitan el pulido de
coronas telescópicas. Antes
del pulido, las superficies de las
coronas deben haber sido fresadas
finamente para asegurar que estén
lisas y libres de rayas. El pulido
es efectuado en tres pasos (C =
marrón oscuro, M = castaño, F =
fino), es decir del pulido inicial al
pulido brillante. Los pulidores se
usan sin solución irrigante y con una
velocidad máxima de 6.000 rpm.
Fraisage grossier des alliages
précieux avec les fraises
CM364RMX et CM356RMX
D+Z recommande les fraises
CM364RMX et CM356RMX avec
denture croisée pour le pré-fraisage
des alliages tendres et alliages
contenant de l’or. Fraisage à
contre-sens, avec de l’huile.
Vitesse optimale : 10.000 t/min.
Fraisage fin avec les fraises
CM364RF et CM356RF
Les fraises CM364RF et CM356RF
sont recommandées pour le
fraisage fin ou bien le pré-polissage.
La denture de ces fraises est dotée
d’un chanfrein idéalement adapté
aux alliages d’or. Fraisage à contre-
sens et avec de l’huile et à une
vitesse de 3.000 t/min. Appliquez
de la cire de fraisage, si besoin est.
Polissoirs de fraisage
P9440C/M/F
Les polissoirs 9440C, P9440M et
P9440F facilitent le polissage de
forme congruente des télescopes.
Le polissage doit être précédé par
un étape de fraisage fin, c’est-à-
dire, la surface doit être brillante et
sans rainures. Le polissage
s’effectue dans trois étapes : pré-
polissage, polissage et brillantage
(C = brun foncé, M = brun rouge,
F = vert). Travailler sans irrigation à
une vitesse maximale de
6.000 t/min.
L mm
13,0
13,0
13,0
P9440C
…
103
…
060
P9440M
…
103
…
060
P9440F
…
103
…
060
P9440M
P9440F
P9440C
CM364RS
500.
103
.137.135....
010 015 023
CM364RS
CM364RF
500.
103
.137.103....
010 015 023
CM364RF
2° 4° 6°
CM356RMX
500.
103
.200.190....
023 031 040
CM356RMX
2° 4° 6°
CM356RF
500.
103
.200.103....
023 031 040
CM356RF
CM364RMX
500.
103
.137.190....
010 015 023
CM364RMX